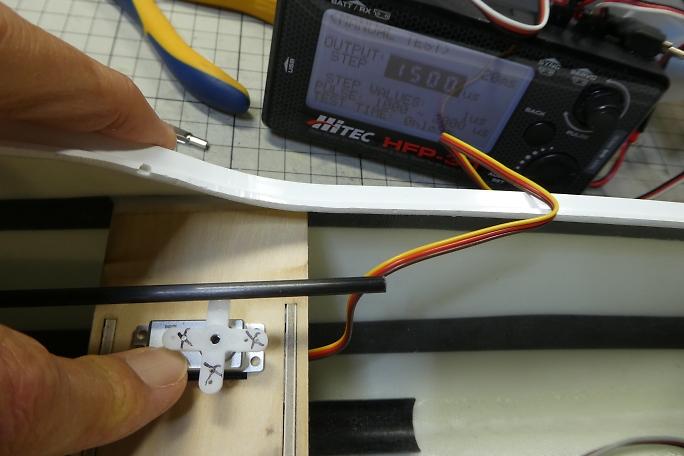
 サーボテスターで1500μsのニュートラルを出し、出来るだけサーボケースと直角になる位置のサーボホーンを 見付けます。 不要部分はカットするので、使わない部位はマーキングしておきます。  使用する金属クレビスのピンサイズに合わせて、サーボホーンの穴を1.6ミリドリルで拡大します。 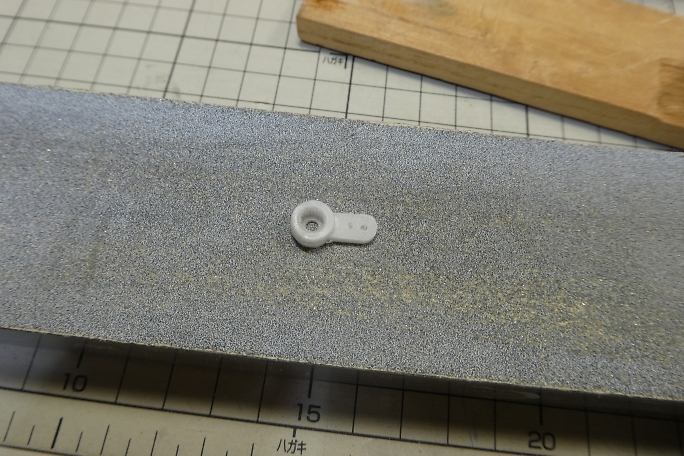 カット、成型したサーボホーンの厚みが2ミリありますが、金属クレビスの挟める厚さは1.5ミリなので、サーボホーン を削って薄くします。  キット付属の2ミリ全ネジは、リンケージロッドと接着するので、アルコールで脱脂しておきます 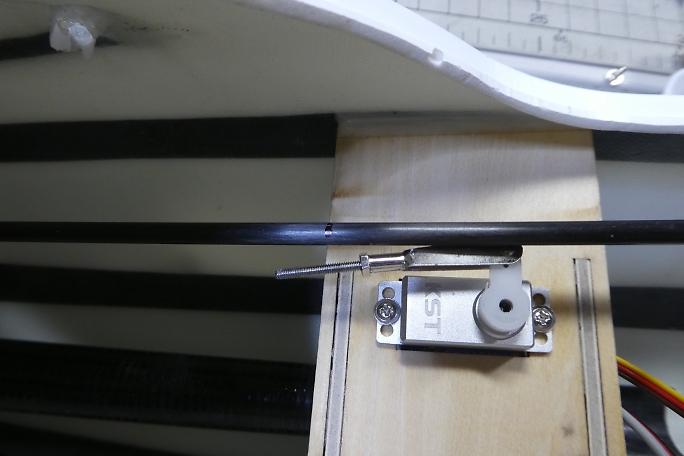 ラダーのニュートラルとサーボのニュートラルを合わせて、リンケージロッドのカットラインをマーキングします。  ロッドをリューターの切削砥石でカット後、先端を丸めておきます。 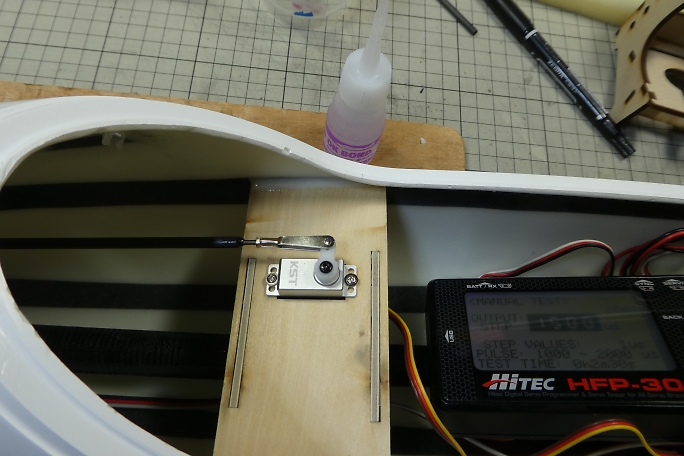 サーボのニュートラルを出しつつ、2ミリ全ネジとリンケージロッドを低粘度瞬間接着剤で接着します。 |
 オーナーさんにより製作されている6ミリベニヤ製モーターマウントにモーターが取り付けられています。 軸受け部はフランジ付きベアリング二個と真鍮パイプで作られています。 軸受けの外径は11ミリです。  胴体先端に軸受けの入る穴を開けます。 6ミリまでドリルで開けて、それ以降はステップドリルで11ミリまで広げます。  穴開け加工の済んだノーズ部です。 |
[戻る]